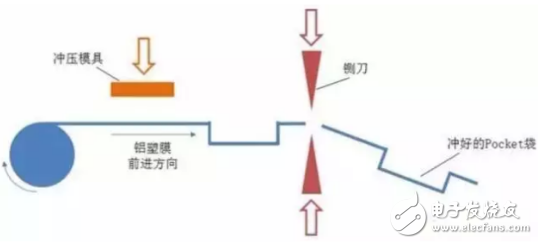
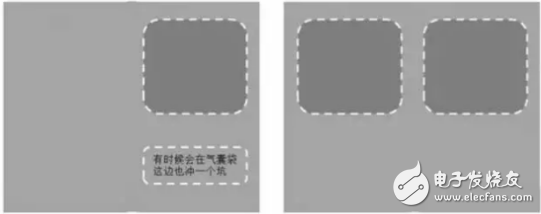
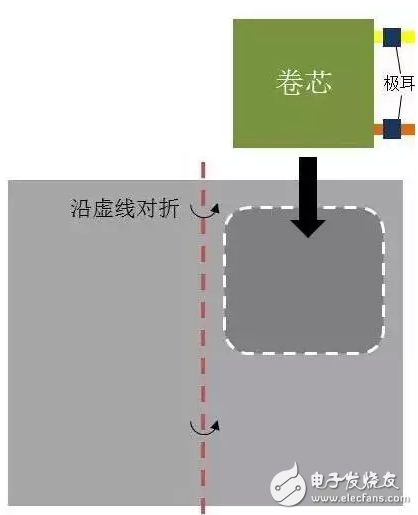
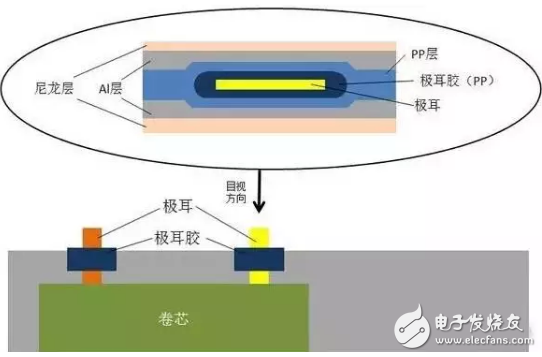
1, soft pack battery At present, the soft-package cells we see are all made of aluminum-plastic film. In general, lithium-ion soft-pack batteries are divided into two categories, one is the use of aluminum plastic film as packaging. The battery core, the other type is a metal casing battery core, and the metal packaging battery core includes a steel shell, an aluminum shell and the like. Different packaging materials determine the use of different packaging methods, polymer soft pack batteries are thermally packaged, and metal packaged batteries are soldered. 2, packaging soft film - aluminum plastic film The aluminum-plastic composite film can be roughly divided into three layers - the inner layer is a bonding layer, and the polyethylene or polypropylene material is mostly used to seal the joint; the middle layer is aluminum foil, which can prevent the infiltration of water vapor outside the battery while preventing the inside. The electrolyte is exuded; the outer layer is a protective layer, and a high melting point polyester or nylon material is used, which has strong mechanical properties, prevents external damage to the battery, and functions as a battery protection. The development and development of high-quality aluminum-plastic composite film is the key to the successful development of high-tech liquid lithium-ion battery. As the outer casing of the liquid flexible packaging lithium ion battery, the aluminum-plastic composite film is no longer only a simple outer packaging of the battery, but also an indispensable and important component of the liquid flexible packaging lithium ion battery. If the importance of this flexible packaging material is not enough, it will be detrimental to the design and development of flexible packaging batteries. It has such an important position in the development of liquid flexible packaging lithium ion batteries, indicating that the product has a high technical content, and there is a qualitative difference in performance between the design, manufacture and application of ordinary composite packaging materials. All domestic and foreign production plants are constantly improving their products, and the production technology of aluminum-plastic composite film is also in constant research and development. 3. Aluminum plastic film stamping forming process The soft-packed batteries can be designed into different sizes according to the customer's requirements. When the external dimensions are designed, it is necessary to open the corresponding molds to make the aluminum-plastic film stamping. The forming process, also known as punching, uses a formed mold to punch a hole that can be wound on the aluminum film. After the aluminum plastic film is washed, it is cut and formed, generally called a pocket bag. When the battery core is thinner, the single hole is selected. When the battery core is thick, the double hole is selected. When the double hole is punched, the deformation amount of one side will be changed. The assembly broke through the deformation limit of the aluminum plastic film and caused cracking. Sometimes, according to the design requirements, a small pit will be selected on the side of the punching hole to enlarge the volume of the air bag. 4, packaging side seal, top sealing process The encapsulation process includes two processes of top sealing and side sealing. First, the wound core is placed in the punched pit, and then the unpunched side is folded in half along the side of the punching hole. After the aluminum plastic film is loaded into the core, the positions to be packaged include a top sealing area, a side sealing area, a first area, and a second sealing area. After the core is placed in the aluminum plastic film, the aluminum plastic film can be placed in a jig and packaged in a top seal and a side sealer. The top seal is to seal the ear, the ear is metal (positive aluminum, negative nickel), how to package with PP? This is done by a small part of the ear, the ear gel. I don't know the specific structure of the ear gel. I hope someone with knowledge can add it. I only know that it also has the cost of PP, which means that it can melt and bond when heated. The package in the polar ear is shown in the circle in the figure below. When packaged, the PP in the ear gel melts and bonds with the PP layer of the aluminum plastic film to form an effective package structure. 5, injection, pre-sealing process After the soft-packed battery is sealed on the top side, it is necessary to do x-ray to check the parallelism of the core, and then enter the drying room to remove moisture. After standing in the drying room for a certain period of time, it enters the injection and pre-sealing process. After the top side seal is completed, the battery core has an opening on the side of the air bag. This opening is used for liquid injection. After the injection is completed, the pre-sealing of the air bag is required immediately, also called a letter. After the completion of the card, the inside of the cell is completely isolated from the external environment. 6, static, chemical, fixture shaping After the injection and the completion of the injection, the battery core needs to be left to stand. According to the different production processes, it is divided into high temperature static setting and standing at normal temperature. The purpose of the static setting is to allow the injected electrolyte to fully wet the machine piece, and then You can take it and make it. The achievement is the first charge of the battery, but it will not charge to the highest voltage, and the charging current is also very small. The purpose of the formation is to form a stable SEI film on the surface of the electrode, which is equivalent to a process of activating the cell. A certain amount of gas is produced in this process, which is why an air bag is reserved. Some factories use fixtures to put the cells in the fixture and turn them into cabinets. The gas thus produced is sufficiently squeezed into the air bag, and the electrode interface after the formation is better. After the completion of the formation, some batteries, especially thick batteries, will have a certain deformation due to the large internal stress. Therefore, some factories will set up a shaping process after the formation, also known as fixture baking. 7, two sealing process In the second seal, the air bag is first pierced by a file and a vacuum is applied, so that the gas in the air bag and a part of the electrolyte are extracted. Then immediately carry out two seals to ensure the airtightness of the battery. Finally, the air bag is cut off, and a soft pack of batteries is basically formed. 8. Subsequent operations After cutting the air bag, the trimming and folding are required to ensure that the width of the battery is not exceeded. After the hem, the battery will enter the sub-container to divide the capacity, which is actually the capacity test. After the volume is completed, the qualified batteries will enter the subsequent process, including visual inspection, yellowing, side voltage detection, and ear transfer welding. The process can be increased or decreased according to customer requirements, and the OQC inspection is performed. Then carry out packaging and shipping.
This Solder Wire is with activated resin flux,It enjoys excellent weld ability,which can be divided into RA and RMA.which is made from extremely high purity raw materials.
Sn63/Pb37,Sn60/Pb40,Sn50/Pb50,Sn45/Pb55,Sn40/Pb60,Sn30/Pb70
Flux-Cored Solder Wire,Solder Welding Wire,Lead Free Solder Wire,Silver Solder Wire Shaoxing Tianlong Tin Materials Co.,Ltd. , https://www.tianlongspray.com